Production processes
Holisticly brand sustainable solutions rather than clicks-and-mortar
applications.
Phosfluorescently whiteboard fully tested initiatives.
Raw Material
The aluminum billet is the raw material for aluminum extruded profiles, it is a solid block of aluminum with the size depending on the size of your desired part. The larger the desired part, the larger the billet. Our Primary aluminum billets of 7” and 8” in diameter and 225” in length are imported or locally bought to produce our aluminium extruded profiles.

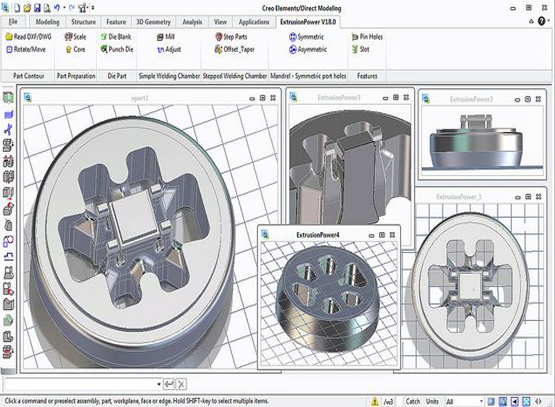
Aluminum extrusion dies workshop
The die through which the aluminum billet is forced is the element that gives the desired shape. INTERCAIRO imports its aluminium extrusion dies from Europe and the United States of America. Likewise, cairo counts with specialty software and CNC equipment that enables designing and even fabricating some dies. Dies can be either available for the different customers or exclusive of a single customer. Among the services provided we design and develop the dies with the consulting of the extrusion feasibility. When designing an aluminum extrusion die, it is important to consider the size, complexity and thickness of the walls of the desired shape. The circumscribed circle is the method used to determine the size of the extrusion.
Extrusion process
We count with eleven hydraulic aluminum extrusion presses. This results in an annual extrusion capacity of 42,000 tons. Extrusions of up to 10.25” of circumscribed circle can be produced in our presses. Aluminum extrusion is a semi-continuous process in which a preheated billet is forced through a die opening. The result is a product with uniform cross section given by the geometry of the die. An extensive variety of solid or hollow cross-sections can be produced by extrusion. Through extrusion, the mechanical properties of aluminum are improved since it is converted from a casted material to a forged material. After the metal is extruded at high temperatures that increase its plasticity, it is moved onto a table where it is cooled with air or water depending on its size, shape, the alloy and the properties required. The material is then stretched in order to get straight extrusions and eliminate any residual stresses. After cooling and stretching, the extrusions are cut into the desired lengths. Finally, they are placed in trays that go into an oven at about 190°C for 6 to 8 hours, depending on the desired temper. This is called the ageing process and is carried out to give the material the correct strength and surface hardening.

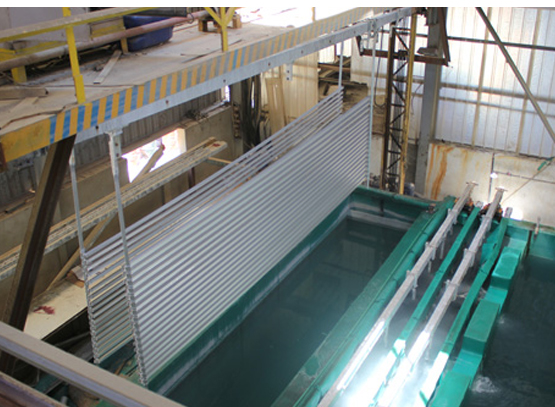
Anodizing process
Anodizing is an electrochemical process that thickens the oxide film of the aluminum extrusion. The process consists of immersing the extrusion into a solution of pH acid or alkaline while DC current flows through the extrusion. Anodizing improves resistance to corrosion, durability and electrically insulates the surface of the metal.
Packaging process
In order to ensure that aluminum extrusions from INTERCAIRO are not damaged throughout the distribution and storage processes, the packaging used is divided in two parts. First, a layer of paper interleaved is placed around the extrusions. Then spiral plastic wrap is used on top of the paper. Bar coding with all the relevant product information is used to label the packages.
